


Semua produk
-
Struktur baja prefabrikasi
-
Struktur Baja Berat
-
gudang struktur baja
-
lokakarya baja struktur
-
Jembatan Bailey Sementara
-
hangar pesawat baja
-
atap baja gulungan
-
Bangunan Struktur Baja
-
gudang prefab
-
Atap Logam Bergelombang
-
Decking Lantai Baja
-
Jembatan Baja Struktural
-
Bangunan Multi Lantai
-
struktur rangka baja
-
Pipa galvanis baja Square
-
 Michael ScofieldAnda selalu dapat memberikan rencana terbaik, dan itu memungkinkan pelanggan saya merasa hebat, saya harap kami dapat memiliki kesempatan lain untuk kerjasama
Michael ScofieldAnda selalu dapat memberikan rencana terbaik, dan itu memungkinkan pelanggan saya merasa hebat, saya harap kami dapat memiliki kesempatan lain untuk kerjasama -
AmukMudah diajak bicara, layanan sangat profesional dan cepat, kualitas proyek super bagus.
-
TimProduk yang baik, pelayanan yang baik, baik Sourcing platform!
Kontak Person :
Kevin
Nomor telepon :
+8613842071447
Ada apa :
+8613842071447
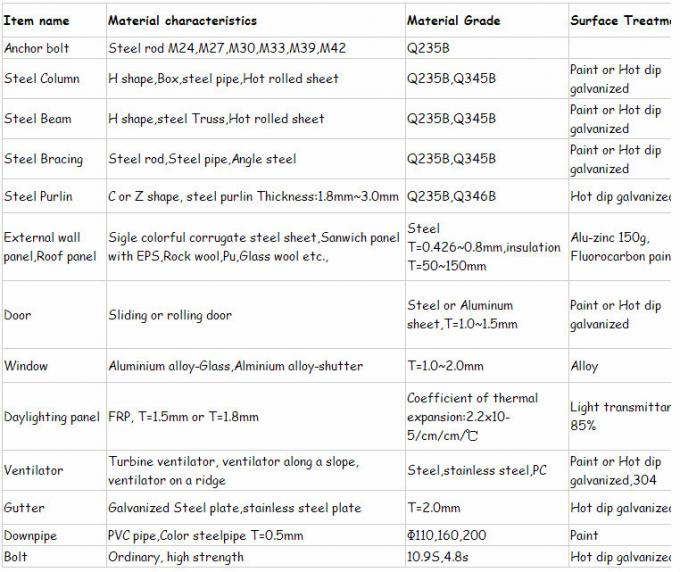
Q235 / Q345 Workshop Struktur Baja Struktur Logam Bangunan Ramah Lingkungan









| Tempat asal | shenyang |
|---|---|
| Nama merek | ibeehive |
| Kuantitas min Order | 500 Ton |
| Harga | US $800 - 1000 |
| Kemasan rincian | Oleh kebutuhan klien dalam 40'OT / 40'HQ / 40'GP / 20'GP Kontainer |
| Waktu pengiriman | Dikirimkan dalam 30 hari setelah pembayaran |
| Menyediakan kemampuan | 5000 TON PER BULAN |

Hubungi saya untuk sampel dan kupon gratis.
Ada apa:0086 18588475571
Wechat wechat: 0086 18588475571
Skype: sales10@aixton.com
Jika Anda memiliki kekhawatiran, kami menyediakan bantuan online 24 jam.
xDetail produk
| produk | Bagian Fabrikasi Baja Struktural Berat | Nama | Fabrikasi Baja Struktural |
|---|---|---|---|
| Bahan | Baja Karbon, Baja Tahan Karat | Proses | pemotongan, perakitan, pengelasan, permesinan, peledakan pasir, pengecatan |
| Ukuran | hingga kebutuhan pelanggan | Tipe | cahaya |
| Cahaya Tinggi | bengkel baja struktural,bengkel struktur baja |
||
Deskripsi Produk
Q235 / Q345 Workshop Struktur Baja Struktur Logam Bangunan Ramah Lingkungan
Perhatian
1. Kontrol ketat posisi pengelasan posisi relatif ukuran, pengelasan melewati belakang calon;
2 . Pemilihan parameter pengelasan yang wajar dan untuk mencegah retak;
3 . Elektroda diperlukan pengeringan, area pengelasan perlu dibersihkan, proses pengelasan, bersama dengan arus pengelasan yang tepat, penurunan kecepatan pengelasan, gas benar-benar lepas, mencegah pembentukan porositas las;
4. Ketika terus-menerus pengelasan multi-layer, setiap lapisan las setelah pembersihan, mencegah pembentukan terak;
5. Seleksi untuk arus, hindari busur tarik terlalu panjang, kontrol sudut elektroda dan metode busur, hindari generasi undercut.
Terlampir: parameter proses pengelasan
parameter proses pengelasan
| Materals (mm) | Diameter elektroda (mm) | Pengelasan saat ini (a) | Tegangan las (V) | Kecepatan pengelasan (m / min) |
| <10 | Ø3.2 | 200-250 | 30-38 | 0,2-0,3 |
| 10-20 | Ø4.0 | 200-250 | 30-38 | 0,15-0,25 |
| > 30 | Ø4.0 | 320-350 | 30-38 | 0,3-0,5 |
Departemen bahan
"Kode Desain Baja" (GB50017-2003)
"Spesifikasi teknis struktur baja pembentukan dingin" (GB50018-2002)
"Penerimaan Kualitas Konstruksi dari Baja" (GB50205-2001)
"Spesifikasi Teknis untuk struktur baja dilas" (JGJ81-2002, J218-2002)
"Spesifikasi Teknis untuk Struktur Baja Bangunan Tinggi" (JGJ99-9)
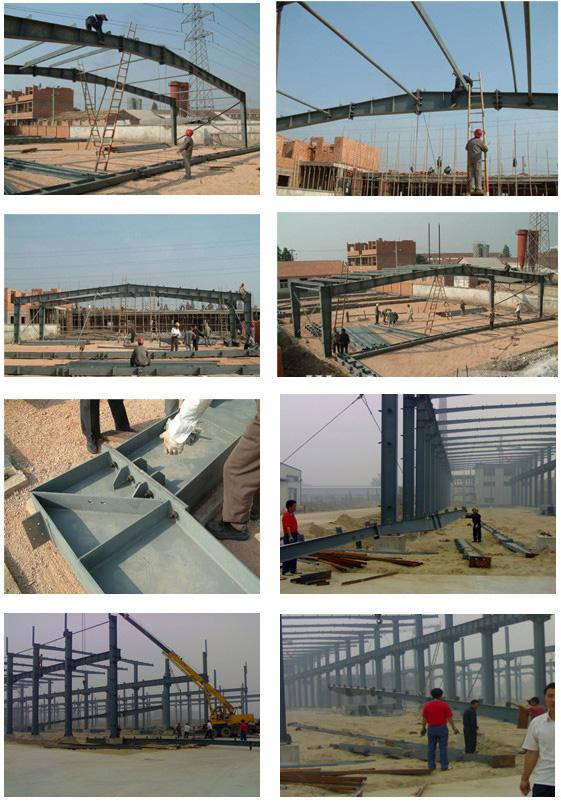
Pameran perdagangan


Pemberitahuan Instalasi
1. Persyaratan pengelasan struktur baja
Terlibat dalam pengelasan tukang las pekerjaan struktur baja harus lulus pemeriksaan dan mendapatkan sertifikat. Pemegang tukang las harus mengelas dalam melewati pemeriksaan dan persetujuan dalam lingkup proyek.
2. Persyaratan koneksi pengikat
Fabrikasi struktur baja dan pemasangan unit harus sesuai dengan ketentuan baut berkekuatan tinggi yang masing-masing dihubungkan dengan permukaan gesekan uji koefisien anti selip dan pengujian ulang, komponen permukaan gesekan komponen harus ditangani dengan uji koefisien anti selip secara terpisah, hasilnya konsisten dengan persyaratan desain.
3. Perakitan struktur baja dan pemasangan persyaratan struktur baja
(1) dari jarak splicing pengelasan lapisan baja tipe H dan jaringan dari jahitan tidak boleh kurang dari 200 mm.
(2) dan pemasangan balok balok derek crane di tempat tidak boleh defleksi.
(3) instalasi multi-bagian kolom, masing-masing kolom posisi sumbu kontrol tanah harus mengarah langsung, bukan dari sumbu panduan kolom yang lebih rendah, menghindari akumulasi kesalahan terlalu besar.
(4) struktur jaringan baja setelah penyelesaian total mantra dan proyek atap harus diselesaikan masing-masing untuk mengukur defleksi, defleksi dan nilai pengukuran 1,15 kali tidak dapat melebihi nilai desain.
(5) pelapisan, waktu pelapisan, ketebalan pelapis harus memenuhi persyaratan desain.
(6) ketebalan lapisan yang dilapisi lapisan tahan api tipe tipis harus memenuhi persyaratan desain tentang batas tahan api.
4. Parameter teknis listrik girder crane tunggal
LD-type A crane girder jembatan listrik tunggal dan CD1, MD1 perlu digunakan hoist listrik, menjadi rel ringan menjalankan derek kecil.
Produk ini adalah derek serba guna, untuk pembuatan mekanik, bengkel perakitan dan gudang dan tempat-tempat lain.
Seperti halnya penyebar Grab Motor, adalah penanganan dan transportasi barang curah. Produk ini cocok untuk mengangkat beban 1, 2, 3, 5, 10 ton, rentang 22,5 meter 7,5-.
Mode kontrol derek dengan tanah (dibagi menjadi dua kabel dan nirkabel), kontrol ruang kontrol, bagi pengguna untuk memilih.
Produk ini tidak mudah terbakar, mudah meledak dalam kelembaban sedang atau besar dengan asam, tempat kerja gas alkali, tidak cocok untuk mengangkat dan mengangkut logam cair, beracun, dan mudah terbakar.
Seri produk ini adalah serangkaian produk derek girder listrik tunggal yang mengadopsi standar manufaktur internasional canggih. Mesin ini memiliki kelebihan dari struktur novel, teknologi yang baik, operasi fleksibel dan stabil, aman dan andal.
Panduan Membeli
1. Dimensi: Panjang, lebar, tinggi, tinggi eave, tinggi atap.
2. Pintu dan jendela: dimensi, kuantitas, tempat meletakkannya.
3. Iklim lokal: kecepatan angin, beban salju, dll
4. bahan isolasi: panel sandwich atau lembaran baja
5. Derek balok: Apakah Anda membutuhkan balok derek & ton? di dalam struktur baja atau di luar?
6. Apakah ada bahan yang tidak diizinkan untuk diimpor ke negara di mana struktur tersebut berencana untuk digunakan?
7. Apa fungsi dari workshop? kita harus mempertimbangkan angin dan penerangan di dalamnya.
Terima kasih atas perhatian Anda pada produk perusahaan kami !!
Selamat Datang Anda untuk viist perusahaan kami menghasilkan kemampuan dan kualitas pelayanan, Kami ingin
menerima pertanyaan Anda !!
Rekomendasi Produk